Manufacturing Site
Animal component-free manufacturing of dry powder and liquid products.
With our new production site close to Bielefeld, Germany, here at Xell, we tap into a new dimension of in-house production capabilities based on an ISO 9001 and ISO 13485 certified quality management system. Our dedicated facility, strictly animal origin-free (AOF), enables the flexible manufacture of dry powder and liquid products as well as dry powder rehydration services, small scale to large scale (up to 220,000 L/year and 30,000 kg powder/year). Experienced staff working with state-of-the-art equipment make us an ideal partner to provide contract manufacturing capacity throughout your project, from early-stage needs to routine application.
Portfolio
Our manufacturing portfolio includes:
- Cell culture media
- Cell culture feeds
- Cell culture supplements
- Buffers
- Medical products
- Dietary supplements
- Analytical standards
- and more, including individual formulations
Xell has committed to agility and flexibility without compromising quality, lead and response times
Our production facility offers:
- 100% animal origin-free (AOF) production
- Flexibility regarding batch and packaging sizes
- Customization to meet your project requirements
- Scalability, from prototype 1 L/kg/batch to 1,000 L/kg/batch
Our Team
- Our product engineers will guide you, transforming your ideas into performance materials
- Our manufacturing team will ensure reliable lead times
- Our analytical team will continuously examine material compliance
- Our quality team will support you with the necessary documentation to fulfill your project requirements
- Our customer service team will be at your disposal to link you with the experts directly
- State-of-the-art dry powder line
- Steel pin mill (Germany)
- Inert gas and temperature controlled
- Flexible liquid production
- Qualified membrane WFI system (Germany)
- High flexibility regarding final filling
- WFI
- SSL tanks (sizes: 50 L to 1,000 L)
- ISO class clean rooms (class 8 – 5)
- Pallet-ready cold storage
- Designed for modular extension
- DIN EN ISO 9001 amd DIN EN ISO 13485 compliant QMS
- Approved by regular audits carried out by customers in the biotechnology and biopharmaceutical industries
Dry Powder
- 1 to 300 kg/batch (≈ 9,000 L medium)
- Up to 1,000 kg/batch (≈ 40,000 L medium) – to be established in 2022
- Current annual production capacity: 30,000 kg – by 2022: 140,000 kg/year
Liquids
- 1 to 1,000 L/batch
- Up to 8,000 L/batch – to be established in 2023
- Current annual production capacity: 220,000 L
- Flexible filling options: from bottles (0.01 L to 1 L) to bags (5 L to 500 L)
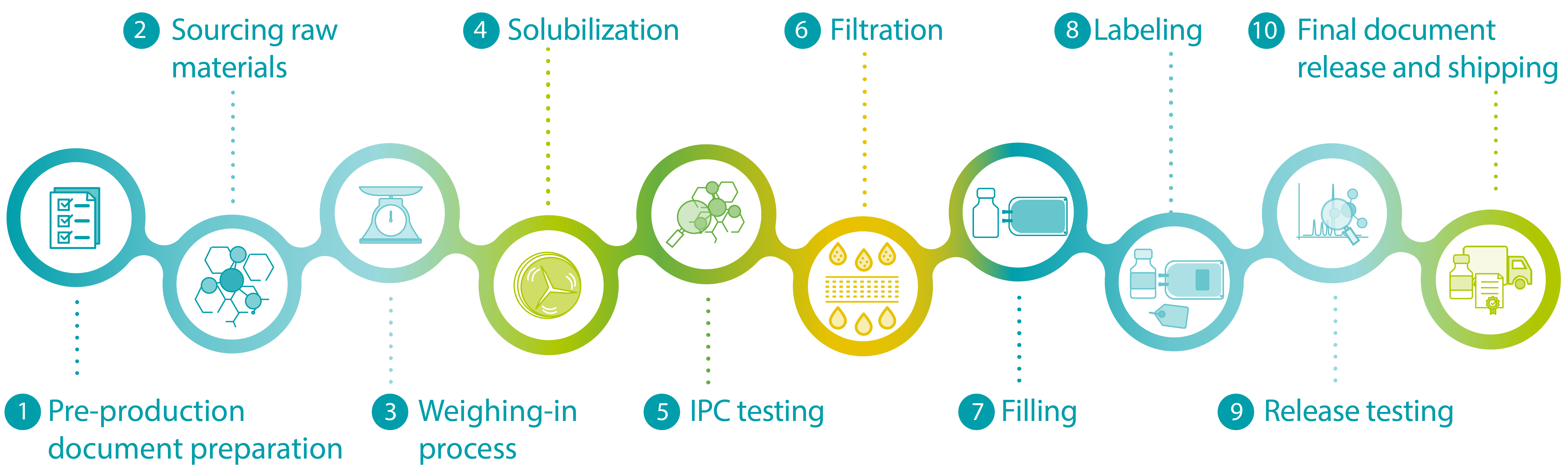
FIGURE: Overview of liquid production process.
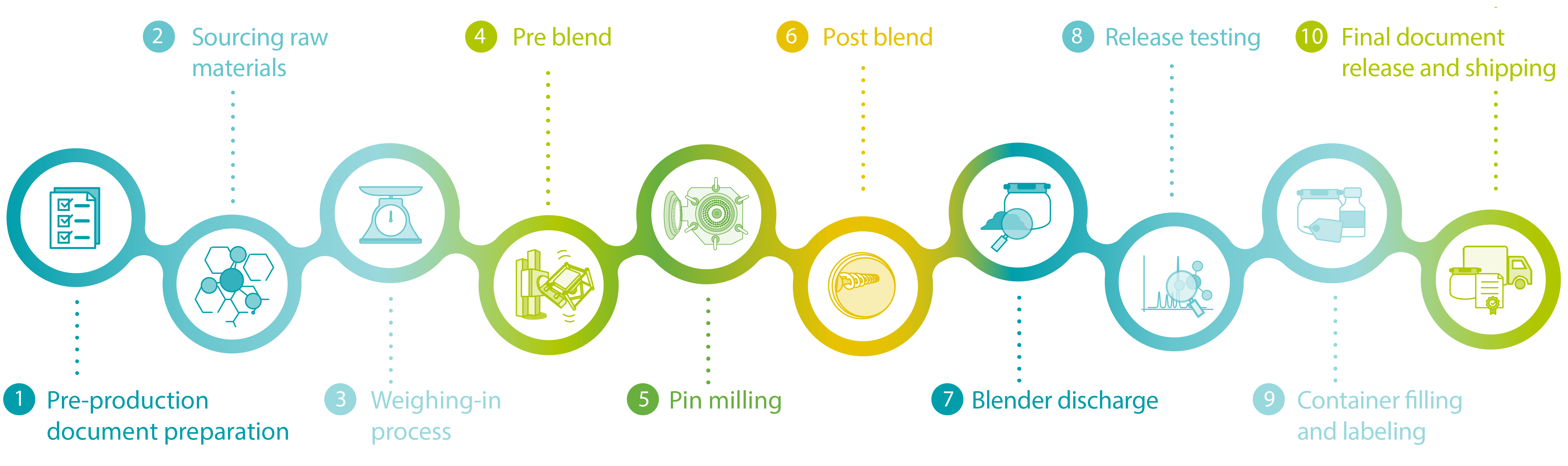
The standardized powder production process can be adapted to the specific formulation (e.g. for buffers or basal cell culture media in order to obtain a final high-quality powder. In addition to internally established processes, customer-specific requests can be integrated, including raw material acquisition, additional required documents, further analytical final release specification and product packing.
Our step-by-step production process is as stated below:
1. Pre-production document preparation
Product-specific documents include: product specifications, specific label templates, production protocol (MBR), specific container fillings, MSDS, certificate templates, etc.
2. Sourcing raw materials
Selection according to internal standard specifications or customer-specific requirements. A high standard of raw materials for cell cultivation media is maintained.
3. Weighing-in process
According to the product-specific formulation within ISO class 5 environment. At the customer’s request, our product engineers can help with optimizing such a procedure for customer-owned formulations.
4. Pre blend
The entire formulation is pre-mixed. Depending on the concentration ratio in the final formulation, individual raw materials can also be pre-ground for optimal distribution/homogeneity.
5. Pin milling
The grinding process is gentle on the product and takes place under temperature-controlled and inert gas conditions.
6. Post blend
During and after the grinding process, additional mixing takes place to achieve a homogeneous raw material distribution in the final powder product.
7. Blender discharge
The powder is initially filled in bulk with additional sampling for product solubilization and analytical data collection for product release.
8. Release testing
The standard release measurements can be found in our Product release testing/product quality attributes section and can be specifically expanded
9. Container filling and labeling
After product bulk release according to the defined material specification, the product or customer-specific filling and labeling takes place.
10. Final document release and shipping
The final document release includes the batch-specific CoC or CoA, established solubilization protocols, etc.
Liquid and Dry-Powder Products: Differences and Advantages
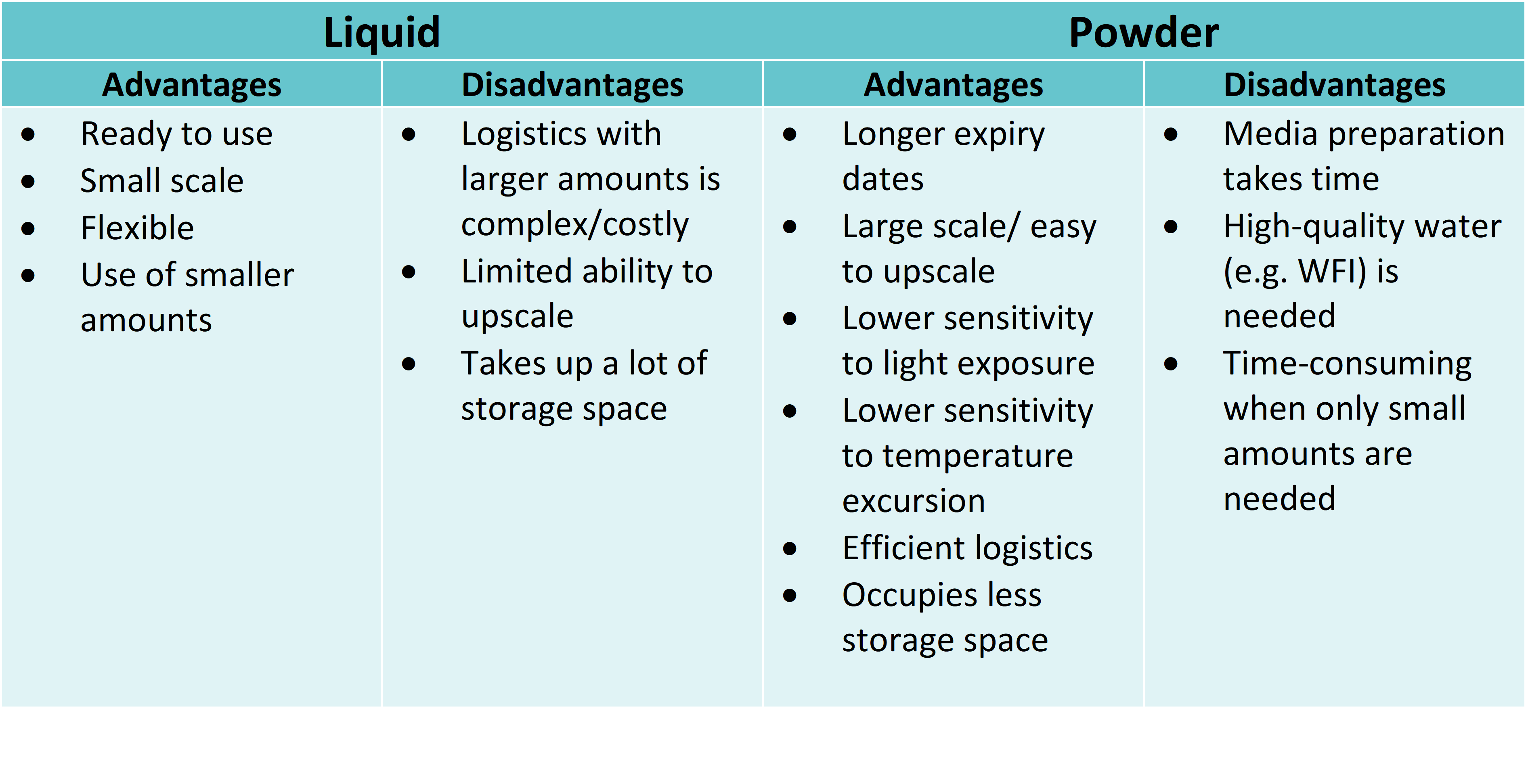
Liquid cell culture media, supplements, buffers and similar products are the preferred choice for small-scale testing and when time is of the essence. They are designed as ready-to-use products, saving you the time and resources you might otherwise need for solubilizing powder, etc. Moreover, liquid products can be used for a period of time after the bottles have been opened (if handling is in accordance with the product requirements as well as sterile and good laboratory practice). This makes liquid products the ideal choice if smaller amounts are needed over a time period.
Dry-powdered culture media, supplements and buffers are generally recommended for large-scale productions, and this is due to several reasons, including a longer expiry date (compared to liquid equivalents), lower sensitivity to light exposure (due to packaging in HDPE containers) and more comfortable packaging sizes (~25 kg of dry powder corresponds to 1000 L liquid medium). Last but not least, transportation and storage costs are lower compared to liquid products.
TABLE 1: Advantages and disadvantages of liquid and powdered media.
At our 100% animal component-free production site we are able to produce your customized formulations, in liquid and dry powder from. Modified variations of Xell’s cell culture media and feeds, custom formulations according to your recipes as well as development of new formulations are possible production options.
Click herefor an overview.
CMO services
- Small scale prototyping with high flexibility
- Scale up support and implementation
- Routine supply of liquid and dry powder products (e.g. cell culture media and feeds, buffers, etc.)
CRO services
- Raw material testing (e.g., lot-to-lot consistency)
- Raw material supplier evaluation (supporting “change control” and “impact analysis”)
- Formulation examination
Quality and Compliance
Xell’s quality management system is fully compliant with DIN EN ISO 9001 and DIN EN ISO 13485, reexamined on a yearly basis and certified by an external, independent agency. Batch record archiving and traceability measures ensure a strong basis for investigations or regulatory inquiries. Established processes to measure product and service quality and scientific root cause analyses combined with an appropriate CAPA procedure lead our suppliers and us in respect of continuous improvement. If you want to receive further information, to learn more about Xell’s Quality management system and the application of our products and services for GMP manufacturing, or to evaluate a remote or on-site audit, please contact us.
Choice of raw materials
- Quality classification is carried out for all raw materials selected for production
- The most important factors for us are the specification and quality (USP, EP, JP) of the respective raw material in addition to the track record of the material and supplier
- Traceability of the supplier’s measurement data is ensured
- Comparability of different lots is monitored
- A second supplier for raw materials is established (supply chain security)
Inspection of incoming raw materials
- Identity check for raw materials using FTIR (if applicable)
- Bioburden quantification for defined/critical raw materials
- Moisture analysis is carried out for defined/classified components
- Batch documentation (e.g., CoA, CoO and CoP) review is a mandatory part of the raw materials release procedure
- Expiry or retest dates are monitored and retest procedures are in place
Case study: Raw material control – Trace element contaminations of amino acids
Amino acids are a major component of cell culture media, which also make up a significant percentage of the media- and feed- composition. In our technical note we show how raw materials for amino acids from different suppliers can have different trace element impurities.
Standard testing panel
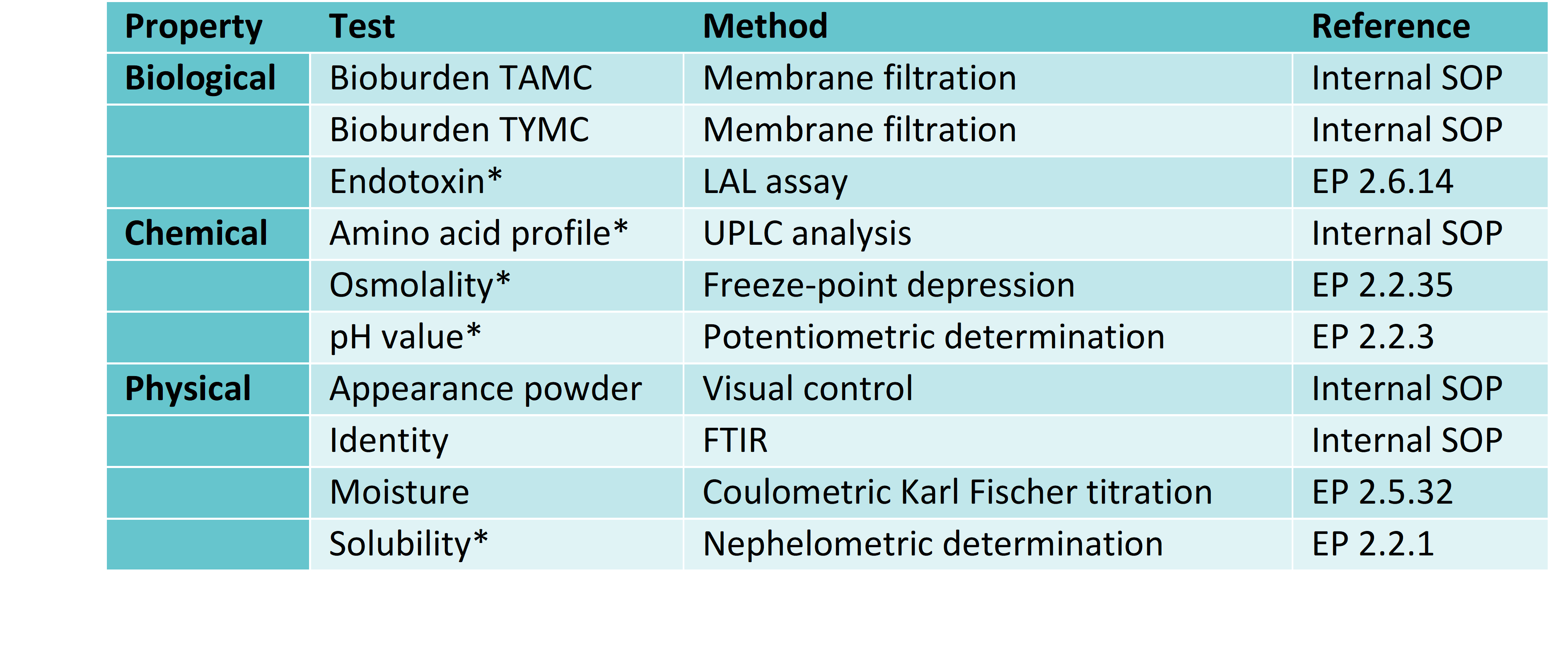
Before QC release, a batch’s biological, chemical and physical quality attributes are tested according to respective guidelines. The biological tests indicate the overall quality of the production process and product handling, whereas the test results from the chemical and physical analyses are mostly influenced by the product formulation and manufacturing steps, such as solubilizing (for liquid products), resp. blending and milling (for dry-powdered products).
Each batch of liquid and dry-powdered media and supplements must comply with the defined product-specific parameters of the quality attributes listed in Table 1 and 2.
TABLE 1: Overview of standard analytical tests performed on liquid products.
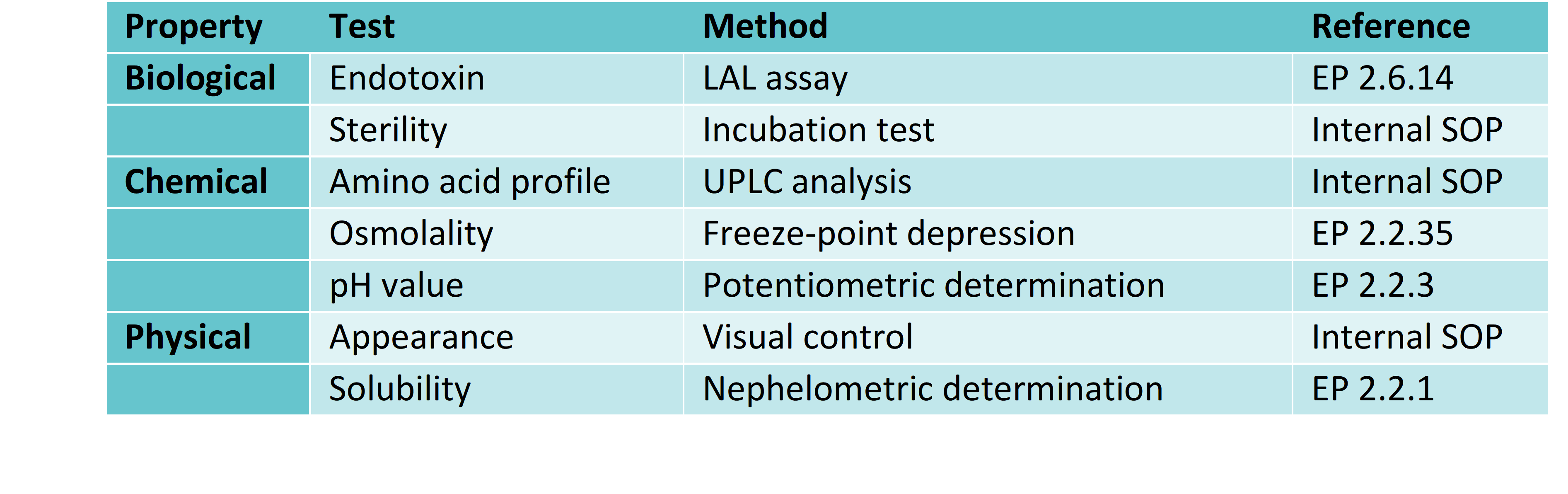
TABLE 2: Overview of standard analytical tests performed on dry-powdered products. *Acc. to solubilization protocol.
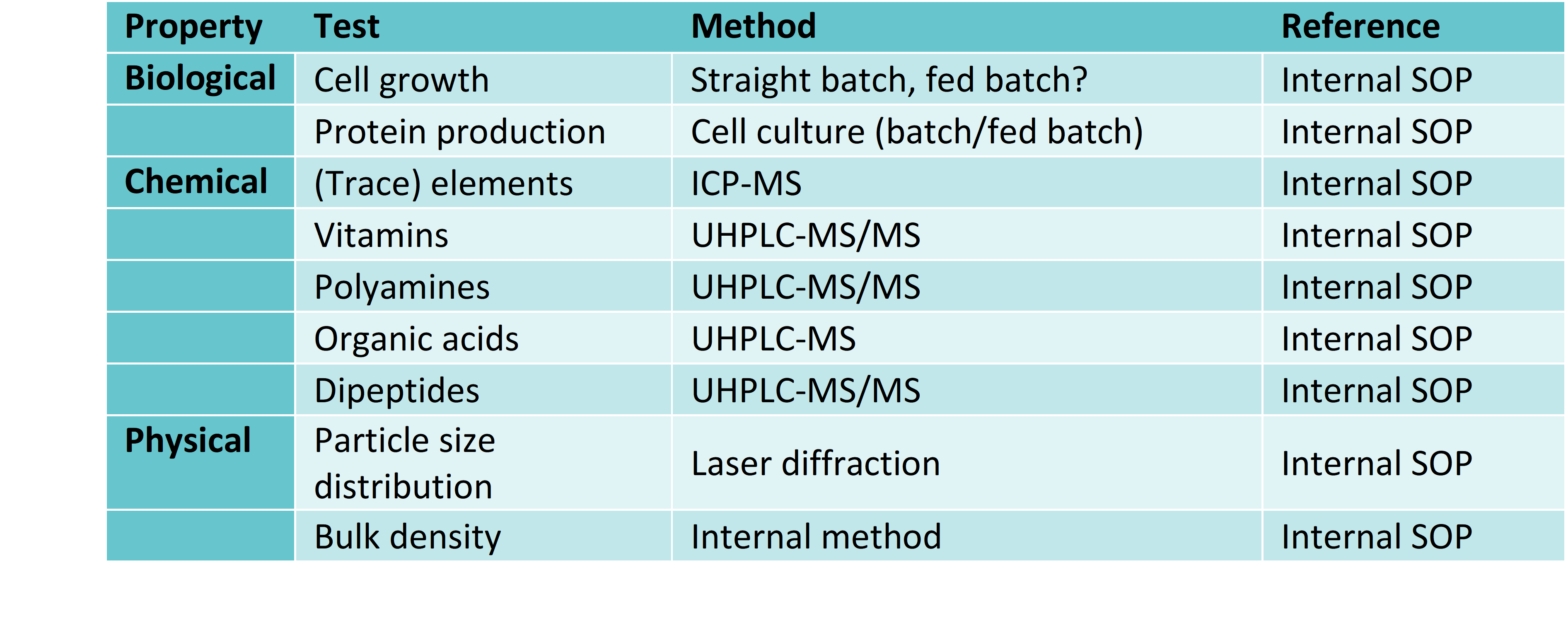
Additional testing panel
Do you need more testing data than our standard panel? We are happy to evaluate or implement further tests for material release or for information only.
If you are missing a parameter, please note that we are always open to customized analytical method development .
TABLE 3: Overview of further available testing for Xell products and other samples. Visit our webshop for more information about our analytical services.
Certificates and documents
All of our products come with their respective certificates and documents, such as:
- Product-specific documents, including:
- Material safety data sheets (MSDSs)
- Protocols for use (PFUs)
- Certificate of origin
- Solubilization protocols
- Lot-specific documents, including:
- Certificates of compliance/analysis for liquid or powdered media (CoC/CoA)
Each document can be found and downloaded in our document search section .
Please see our straightforward approach to easily upscale a process for AAV8 production in HEK 293 cells cultivated in our chemically defined, animal component free and protein free HEK ViP NX medium.
Starting with a shake flask process, we applied and successfully transferred our easy, non-optimized suspension culture protocol to a controlled bioreactor scale which resulted in increased AAV8 genomic titers. This is just another story that proves the potency of our HEK ViP product series.
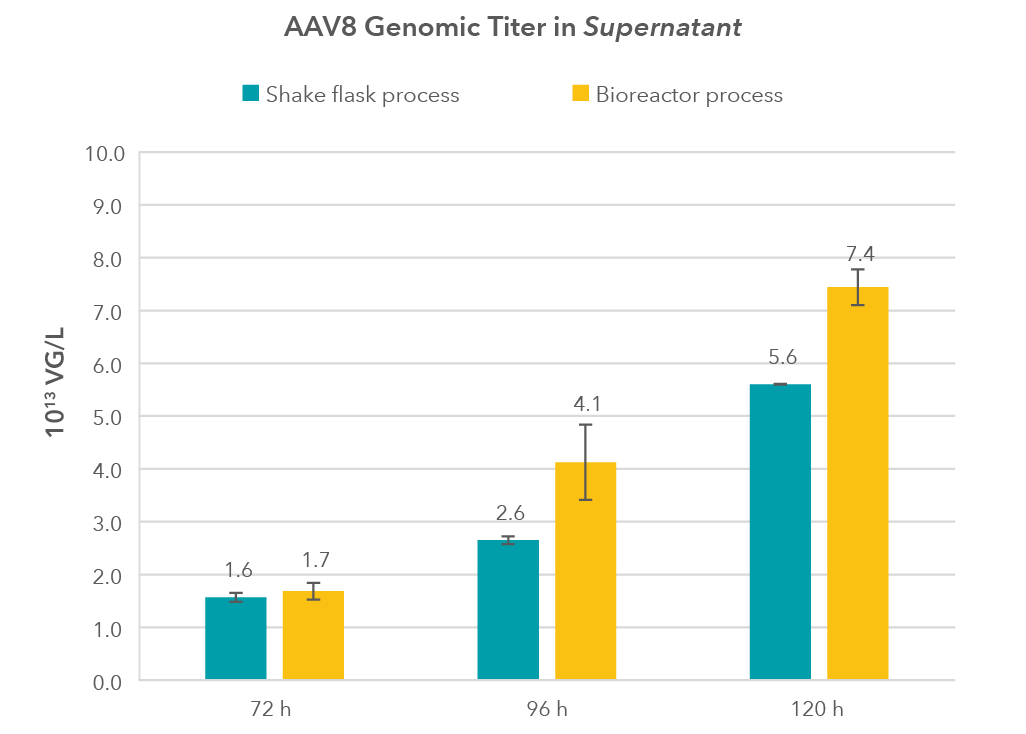
FIGURE 1: Comparison of AAV8 genomic titers in supernatants of HEK293 cells cultivated in Xell’s HEK ViP NX medium. Cultivation in bioreactor leads to increased genomic titer in culture supernatant.
Our chemically defined HEK Feed Supplement supports superior production of recombinant proteins and antibodies in suspension culture by maintaining and extending the production capability of HEK cultures. Consumed substances like vitamins and amino acids are replenished to increase the protein yield by process extension.
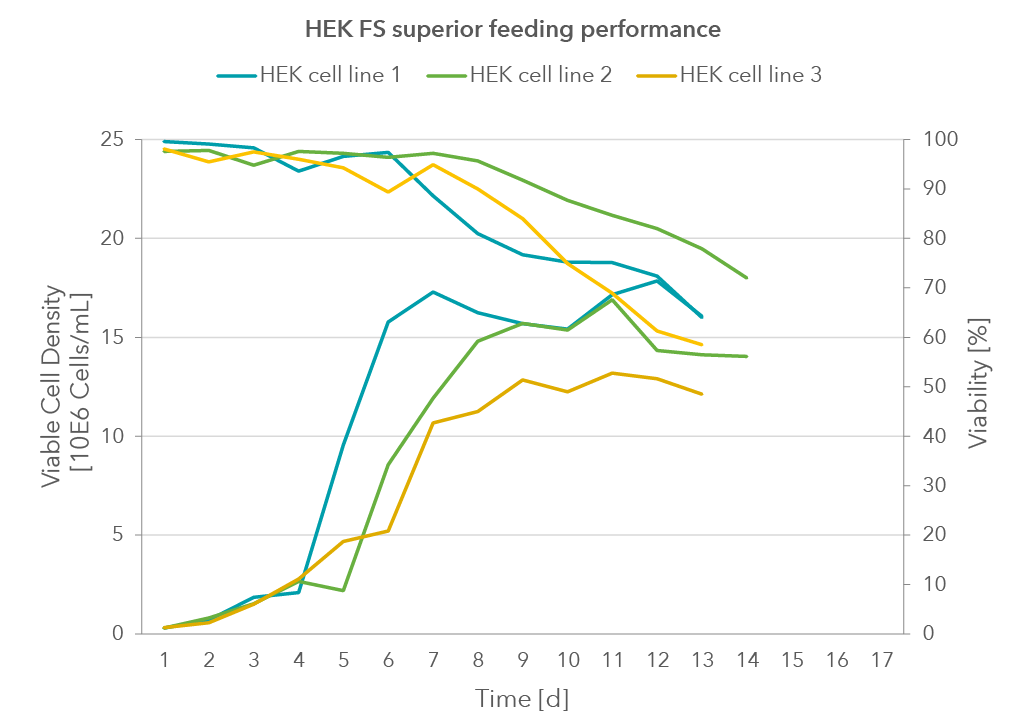
FIGURE 2: Viable cell density (VCD) and Viability of different HEK cell lines in a fed-batch process. With Xell’s HEK FS superior feed supplement consumed substances were replenished resulting in a extended production capability.
Our chemically defined CHOlean was developed with a minimal set of well-balanced components to achieve a lean, robust and flexible medium basis. In addition, it is capable of competing with state-of-the-art media for highest cell growth and product titer. The formulation is suitable for a broad range of different CHO cell lines, including K1 and DG44. Furthermore, CHOlean is optimized for easy adaptation from other media and is your robust platform to build high-performance fed-batch processes on.
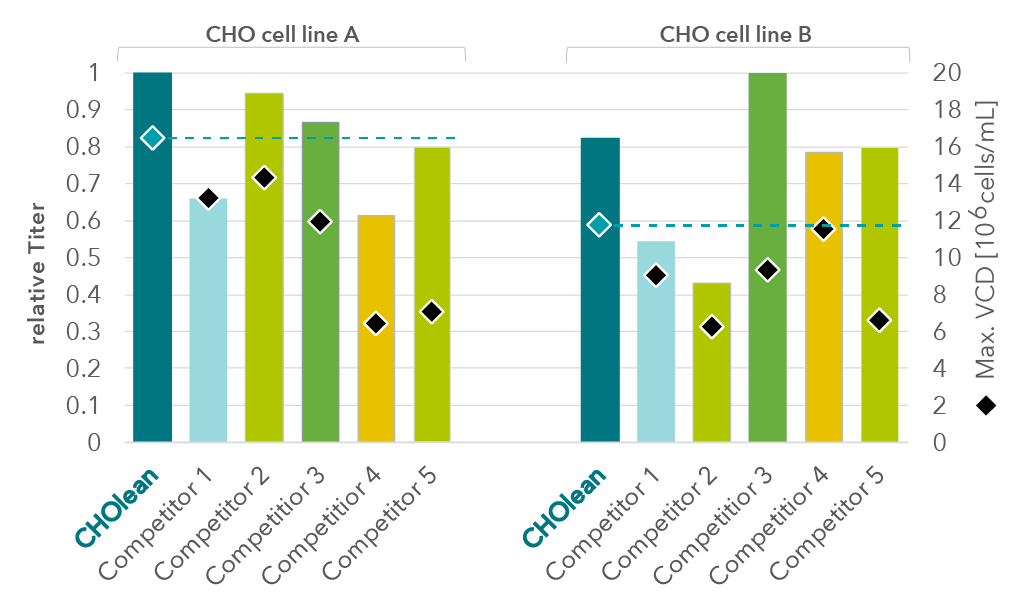
FIGURE 3: Relative titers (bars) and maximum viable cell densities (VCD, rhombs) of two CHO cell lines in CHOlean compared to current state-of-the-art, CD, ADCF expression media for CHO suspension cells of five different competitors. For comparison, the range of usual maximum viable cell densities for CHO cell lines in a basal medium formulation, e.g. DMEM/Ham’s F12.
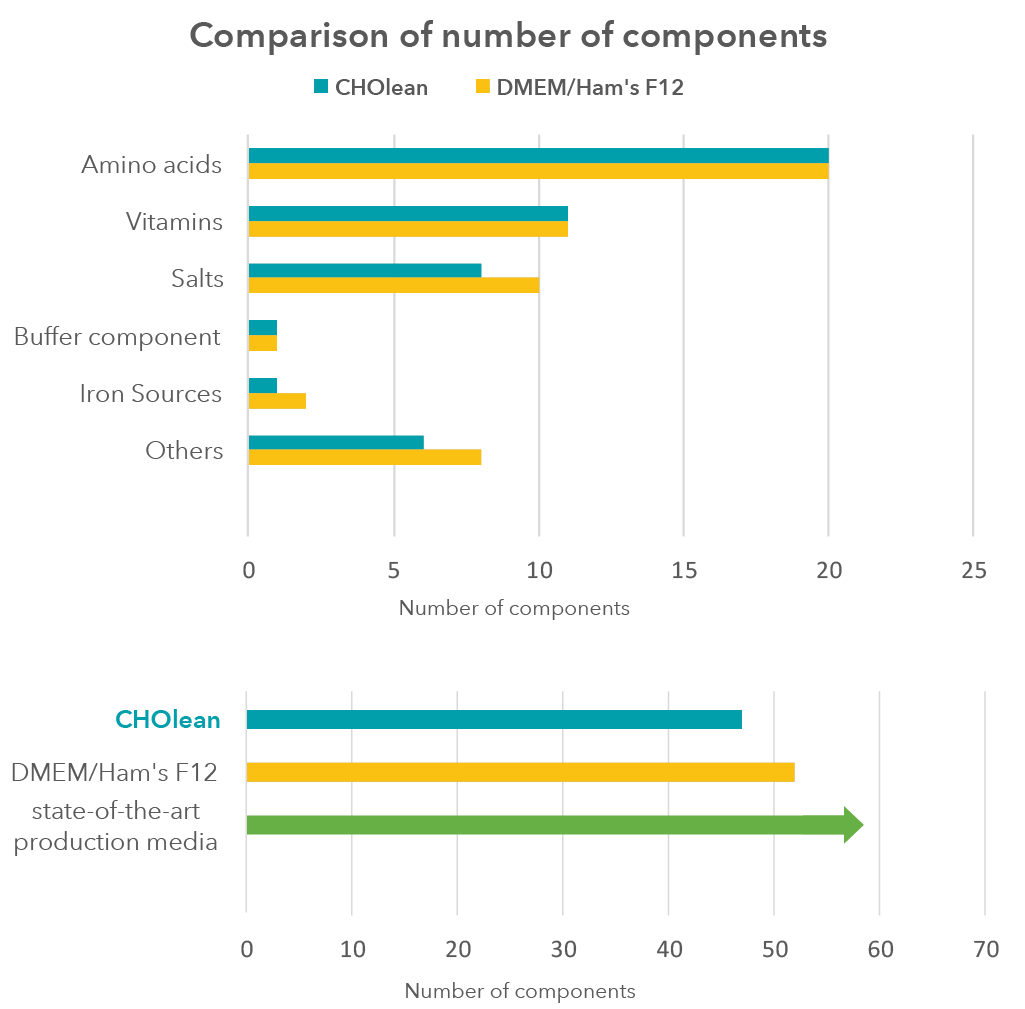
FIGURE 4: Number of components of different classes (amino acids, vitamins, salts, buffer, iron and others) of CHOlean compared to the basal formulation DMEM/Ham’s F12 as well as the comparison of total number of components of CHOlean, DMEM/Ham’s F12 and some state-of-the-art production media.

Packaging and Logistics
We know that an effective shipping, delivery and storage process is just as important as the production process itself. That’s why using appropriate packaging and offering prompt delivery with the product and customer’s needs in mind is of the utmost importance to us. Depending on the quantity, size and sensitivity of the product, we have a range of packaging and shipping options to meet every requirement and to maintain our high standards throughout the shipment process too.
After production, our products are stored in temperature-monitored (+2-8°C) pallet-ready cold storage until they are ready to be shipped.
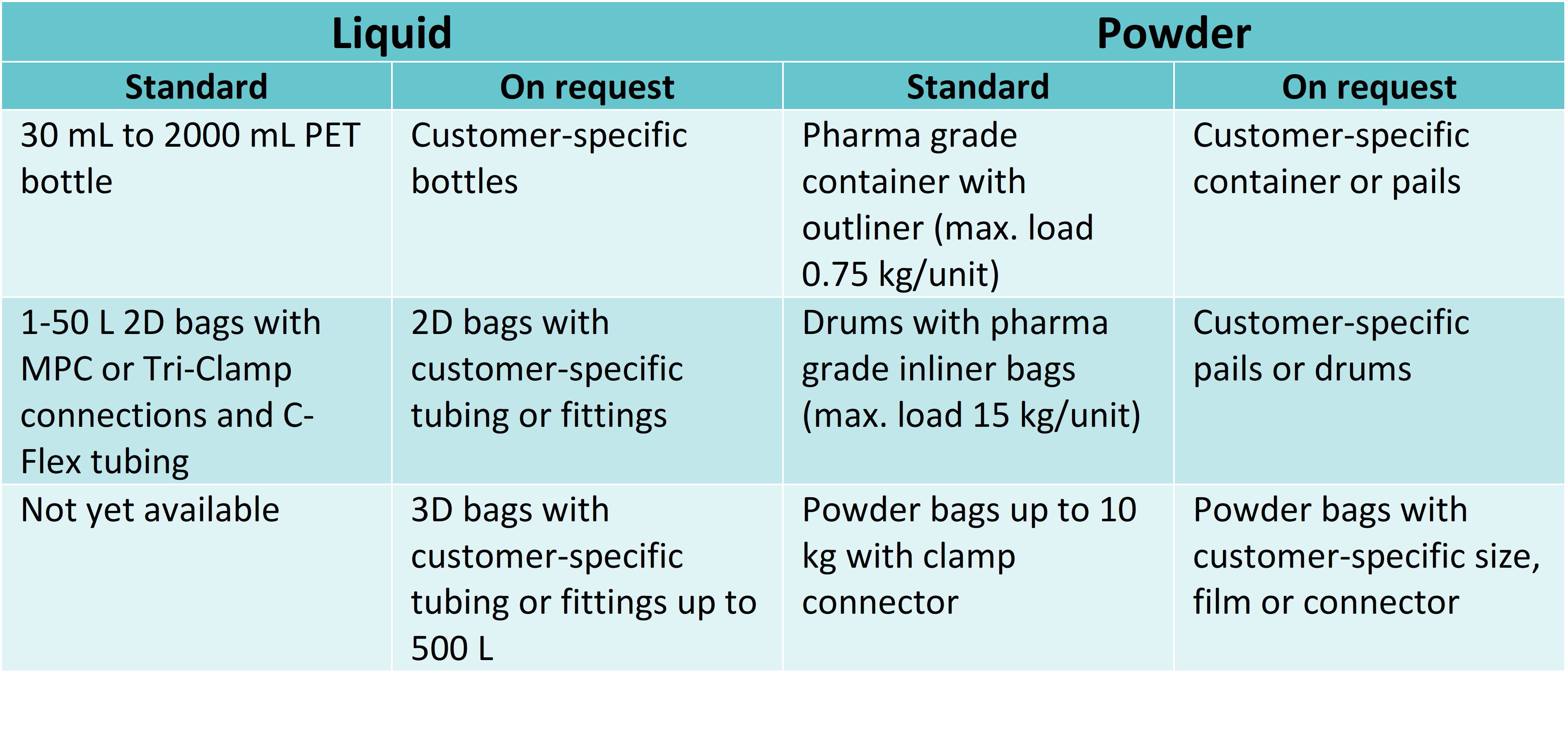
We already offer several packaging options and sizes for our products. However, we are happy to implement various services to meet customer-specific requirements (s. Table 1). Please discuss your ideas with us.
TABLE 1: Options for packaging liquid and powdered media.
We deliver globally – no matter where you are in the world, if you need our media or services, we will find a way to deliver together with our trusted logistics partners. We respond to your requirements with flexibility in terms of packaging, transport monitoring and organizing transport.
We only work with selected contracted partners that can guarantee to meet our products’ specific requirements. We always ship by express to avoid long waiting and idle times as far as possible. We are also able to offer temperature monitoring by means of temperature logging systems and delivery tracking.
In terms of packaging, there are various options available, such as passive cooling, continuous cooling, temperature-controlled shipping, etc. In general, we send smaller amounts of liquid media by express at ambient (delivery in 24- 48 h). Powdered media or higher quantities of liquids are always delivered in cooled Styrofoam boxes. Larger quantities are sent passively cooled on pallets.
Depending on the destination and quantity of goods, we use:
- Euro pallets
- Styrofoam boxes
- Thermoshippers
- Actively cooled containers
- …
If you have any special requirements regarding transport or packaging, please do not hesitate to contact us to discuss available options.